Решим любую задачу по нагреву
03.07.2017
 Литье пластмассы под давлением – технологическая обработка полимеров посредством впрыска расплава пластмассы в форму для литья под давлением с последующим охлаждением изделия. Данным методом выпускается треть продукции из полимерных материалов.
Литье пластмассы под давлением – технологическая обработка полимеров посредством впрыска расплава пластмассы в форму для литья под давлением с последующим охлаждением изделия. Данным методом выпускается треть продукции из полимерных материалов.
Сырье, которое применяют для литья под давлением представлено в виде гранул полимеров. Есть много видов полимеров, с которыми принято работать для литья под давлением: аминопласт, полистирол, пластмасса ABS, полиэтилен, винипласт, полипропилен и т.д. Данные материалы способны расплавляться вновь и вторично использоваться, что свидетельствует об экологической ценности технологии литья.
Литье под давлением происходит с помощью термопластавтомата (ТПА). Данное оборудование является высокопродуктивным и работает в режиме автоматики.
Методика литья включает в свой процесс несколько основных этапов, от которых зависит качество готового изделия, поэтому особо важным является соблюдение правильной подачи материала и исправности автомата на всех этапах:
 Некоторые полимеры в гранулированном виде способны напитывать в себя влагу, поэтому на первичном этапе их важно обезвоживать, иначе пострадает качество изделия. Сушка представляет собой сильное нагревание пластмассы. В данном процессе очень важно не довести гранулы до плавления. Каждый вид полимеров плавится при определенной температуре, которая указана в технических таблицах плавления пластмасс. Изменение кристаллической структуры самых быстро расплавляемых полимеров, которые используются в литьевых ТПА наступают уже при температуре 60°С, поэтому для таких материалов сушка не должна превышать 50°С.
Некоторые полимеры в гранулированном виде способны напитывать в себя влагу, поэтому на первичном этапе их важно обезвоживать, иначе пострадает качество изделия. Сушка представляет собой сильное нагревание пластмассы. В данном процессе очень важно не довести гранулы до плавления. Каждый вид полимеров плавится при определенной температуре, которая указана в технических таблицах плавления пластмасс. Изменение кристаллической структуры самых быстро расплавляемых полимеров, которые используются в литьевых ТПА наступают уже при температуре 60°С, поэтому для таких материалов сушка не должна превышать 50°С.
Затем происходит поступление полимера в загрузочный бункер и самотечное перемещение в цилиндр ТПА, где шнек с помощью вращательных движений производит забор гранул.
 Пресс-форма имеет две основные части: матрицу и пуансон. Где матрица является неподвижной, а пуансон – направляющая доля, которая является подвижной.
Пресс-форма имеет две основные части: матрицу и пуансон. Где матрица является неподвижной, а пуансон – направляющая доля, которая является подвижной.
Есть виды ТПА, которые обладают двумя лабильными фрагментами пресс-формы. Ряд операций литья начинается с плотного соединения фрагментов пресс-формы. Затем, полость формы полностью заполняется расплавленным полимером.
Зависимо от вида и уплотненности полимера в пресс-форме должна соблюдаться определенная температура, которая необходима для обработки данного пластика. Регулятором равновесия температуры на разных этапах выступает вода, которая поступает с помощью охладительных каналов.
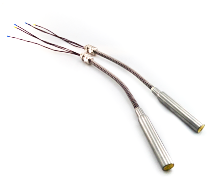
Для быстрого нагрева и поддержания температуры на пресс формы устанавливается патронный нагреватель. Тип, размеры и мощность патронного ТЭНа зависят напрямую от сложности производственного процесса.
Выдержка под давлением происходит с помощью работы шнека, который передвигает материал от зоны впрыска до материального цилиндра, создавая сильное давление. В данном периоде большую роль играет качество смыкания пресс-формы, чтобы от созданного давления не произошло ее размыкание.
В конечном этапе формирования происходит охлаждение уже готовой продукции, и раскрывание долей формы. Обычно у пресс-форм с одной отодвигающейся частью изделие остается на пуансоне, что дает возможность легко его извлечь с помощью средства выталкивания.