Решим любую задачу по нагреву
08.11.2017

Вакуумная формовка (еще одно название термическое формование) - это методика производства, в процессе которой пластик в листовом виде заблаговременно прогревают в особой автоматической установке для формования в пустотной среде, чтобы довести обрабатываемый материал до мягкой и пластичной консистенции. Обработанный таким образом материал можно сравнить с уже приготовленными спагетти. Затем заранее размягченный лист выкладывают на литейный элемент и благодаря работе созданной вакуумной среды он «затягивается» в установленную форму. По окончанию охладительных манипуляций лист обретает шаблонную модель. Далее все последующие работы с материалов производятся на фрезерной установке либо в штампе с целью изъятия облоя. При необходимости создания высокой точности формируемой детали, в дополнительном порядке производится давление положительного типа. Для воспроизведения указанных процедур необходима специальная техника, известная как «формовка давлением».
Зависимо от геометрических показателей деталей, для получения необходимой плотности стенок, порой литейное оснащение для термической формовки может иметь в своем наличии и матричную установку и пуансон. Благодаря текстурным матрицам с литейными формами и положительному давлению полимер, возможно, изготовить с самой разнообразной отделкой.
Данная методика обработки полимеров имеет не только большое количество плюсов, но и оснащена некоторыми минусами. Данное течение формовки гораздо сложнее, чем предыдущее и нуждается в более сложном спецоборудовании и оснастке. Начало этапа литья состоит из помещения полимерных гранул в бункер загрузки ТПА. Затем материал подается в пластификационный узел, который представлен цилиндром со шнековым устройством внутри. На данный узел воздействуют нагреватели, которые помогают ему изнутри набрать необходимую температуру. После процессов плавления полимер уже в жидком виде под воздействием сильного давления выпрыскивается в разъёмный формообразующий элемент. Данным элементом выступает так называемая пресс-форма, которая может состоять из стального или алюминиевого сырья. После полного формирования и произведенного охлаждения штамп раскрывается, и готовые детали выстреливают с него.
Чтобы изготовить модели литьем под давлением придется выделить немало времени на проектирование и выпуск самой пресс-формы. Именно по этим причинам прибегают к вакуумной формовке, ведь с ее помощью можно намного быстрее и экономней произвести нужную продукцию. Но, несмотря на такие аспекты каждая из указанных методик в своем наличии имеет как достаточное число недочетов, так и положительных факторов.

Разработка габаритных деталей (до 48х96 дюймов или 122x244см);
Сравнительно с другими методиками возможность ускоренного создания и произведения образцов;
Небольшие стартовые вложения - матрицы и формы вполне возможно создать из недорогостоящих материалов;
Низкие расценки на поручения мелких и средних категорий, что позволит быстро сбывать продукцию;
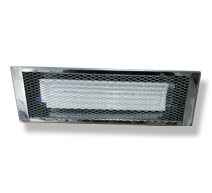
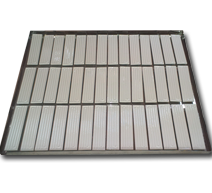
В качестве нагревательных элементов используют нагревательные элементы инфракрасного типа нагрева: керамические ИК излучатели, кварцевые ИК нагреватели. Также используют трубчатые воздушные ТЭНы, которые устанавливаются в верхнюю часть формовочной машины.
Невозможность создания моделей со сложной конструкцией, которые требуют максимальной точности;
На изделиях с прозрачного пластика видны изъяны, полученные от оборудования. К примеру: грязь или плесень;
Неосуществимо выполнять продукцию с гранями разной плотности – выработка моделей с глубокими отверстиями создает проблемы;
Такая методика требует, сравнительно с другими видами обработок, больших финансовых растрат даже на одну единицу изготовленной детали, поэтому считается, что она самая невыгодная для массового производства;
За одну единицу рабочего цикла реально переработать только одну единицу полимерного продукта.
Высокая степень производительности;
Вероятность применения вставок внутри формы и наполнителей для дополнительного улучшения прочности;
Есть возможность создавать детали малых размеров, но с усложненной формой;
За единицу рабочего цикла есть возможность обработать некое количество моделей;
Зачастую такая методика не требует дополнительных работ по отделке после самого производства агрегатом;
Очень низкое количество отходного материала – после измельчения все лишние материалы можно применять не одни раз;
Агрегат можно выполнить с полной автоматической оснасткой производства;
Более низкие затраты на обработку одной детали по сравнению с вакуумной формовкой;
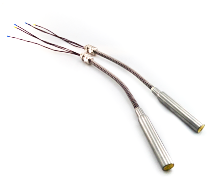
Для нагрева пресс форм используют нагреватели контактного типа нагрева: патронные ТЭНы, спиральные нагреватели, формируемые (гибкие) нагреватели или плоские ТЭНы. Уникальность каждого типа оборудования состоит в разном функционале и технических характеристиках, поэтому ТЭНы производятся под заказ.
Очень большие стартовые вложения;
Требует большое количество времени на свое создание;
Приходится тратить большое количество времени на выпуск прототипа, что увеличивает продолжительность цикла от произведения материала до его появления на рынке и является огромным негативным аспектом.
Со всего вышеупомянутого сравнения двух популярных методик по обработке полимеров, следует сделать вывод, что оба способа имеют свои преимущественные стороны и недостатки. Определяя, какую из методик выгоднее применять, не забывайте о таких факторах как: численность нужной изготовленной продукции; ее внешний вид; технические показатели, сроки, в которые важно успеть выпустить продукт; стартовые вложения и бюджет в целостности.