Решим любую задачу по нагреву
27.10.2016
Сегодня формованием называют производство из листового полимерного материала изделий серийного или единичного товара. Формовка проходит при воздействии высокой температуры и вакуума, который и придает необходимую форму листу пластика.

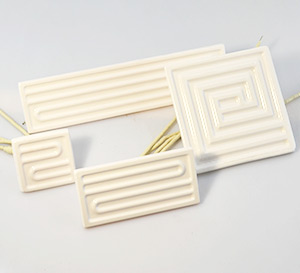
В формовочной машине на материал первоначально воздействует инфракрасное тепло, которое способствует размягчению полимерного листа. При этом он равномерно прилегает к форме матрицы, а под воздействием давления процесс проходит значительно быстрее.Формовочные машины для разогрева используют керамические инфракрасные нагреватели или кварцевые ИК панели. Выбор панели для формовочного оборудования зависит от материала, рабочего процесса и оборудования.
Серийное производство в промышленных масштабах требует использования высокотехнологичного профессионального оборудования, которое позволит осуществлять разогрев и формование в режиме непрерывного времени по принципу конвейера.Листовые заготовки в виде сырья используются разные типы полимеров, наиболее часто применяют: полиэтилен, полипропилен, поликарбонат и поливинилхлорид. Все материалы, которые обладают свойствами термопластов, могут применяться в формовочном оборудовании.
Формовочные машины производят изделия из пластика для разных отраслей:
Технологический процесс при формовании
При вакуумном формовании производство проходит с небольшим отрицательным давлением. Для формовки совсем не обязательно наличие мощного оборудования и больших матричных форм. Начать можно с небольшой вакуумно-формовочной машины, которая не требует больших затрат на электроэнергию. Такой способ производства весьма экономичен и удобен из-за низкой себестоимости.Автоматические линии вакуумной формовки могут наладить непрерывный рабочий процесс, изготавливая самые разные типы продуктов. В ходе производства применяют листовые материалы, которые не требуют предварительной обработки и дополнительной переработки сырья.

Этапы производственного процесса состоят из следующих ступеней:
Для понимания полного цикла производственного процесса вакуумного формования рассмотрим все этапы поочередно.
Укладка и фиксация заготовки
Лист пластика укладывается на основу и крепится зажимной рамой на матрицу. Элементы крепления и фиксации обеспечивает усилие прижима, которое необходимо для удержания листов толщиной от 2 до 6 мм. В автоматической системе подачи подвижные элементы не должны повреждать материал на начальной и конечной стадии.
Прогрев заготовительного листа
Этап нагрева заготовки считается одним из самых важных. Правильный прогрев обеспечивает плотное прилегание к матрице. Равномерный нагрев листа заготовки достигается с помощью инфракрасных волн, которые проникают внутрь материла, обеспечивая при этом мягкое прогревание без скипаний и холодных зон.
Только при правильно подобранных инфракрасных излучателях керамических или кварцевых. В противном случае плотное прилегание обеспечить невозможно.
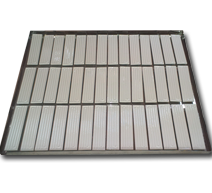
Методика производства формовочных панелей позволяет создавать формовочный стол любого размера с холодными зонами. Температура контролируется с помощью специальных устройств и датчиков. Благодаря корректировке температурных режимов Вы можете добиться оптимальный прогрев.
Следует помнить, что для разного типа сырья (состав материала, размер листа, наличие дополнительных компонентов) необходим разный температурный режим.
От начала и до конца процесса прогрева лист должен быть в одном положении. При провисании, лист необходимо зафиксировать сканером фотоэлектрическим, который и подает воздух для корректировки формы заготовки. Соблюдая все правила, вы исключите возможность разрыва или вздува материала.
Растяжение листа первичное

Некоторые модели формовочных столов предусматривают растяжение или раздув материала. После достижения заданной температуры, растяжение помогает выровнять заготовку по толщине. Растяжение используется на сложных формах с глубоким выпадом и сложными деталями.
Вакуумироние и вдавливание заготовленного листа
После прогрева поверхности листа происходит процесс вакуумирования. Откачка воздуха проходит с помощью специальной аппаратуры. Разогретый лист полимера при вакуумировании меняет свою форму и ложиться на заготовленную матрицу.
Разный тип формовочного оборудования имеет разнообразные процессы, некоторые совмещают технологию штамповки при использовании паунсона. Кроме вакуума на лист материала воздействует универсальная конструкция с повторяющейся фактурой матрицы.
Благодаря совмещению нескольких методик в итоге получается изделие, которое изготовлено с высокой точностью. Готовый продукт имеет ровные края, исключая складки и материал разной толщины.
Охлаждение готового изделия
Извлечение готового изделия происходит только после полного остывания. Избежать искажения или другие повреждения можно с помощью быстрого остывания, которое обеспечит система воздушного охлаждения.

Система контроля температуры поможет упростить и ускорить рабочий процесс. Извлечь готовое изделие можно с помощью давления, созданного внутри.
Обработка изделия
От излишков полимерных материалов нужно избавиться после выемки изделия. Полученная деталь может быть как полуфабрикатом, так и готовым изделием. Дальнейшая обработка может быть разной: разрезание, изготовление отверстий или пропилов, совмещение нескольких составляющих.
После проведения всех обрабатывающих процедур изделие считается готовым и передается на склад.