Решим любую задачу по нагреву
20.10.2017

Для качественного изготовления моделей с помощью литьевых процессов пресс формы важна не только последовательная работа на качественном аппарате, но и правильная подготовка сырья к работе. В подготовке материала для литья основную роль играют: подготовительное нагревание материала и распределение температур, при которых будет расплавляться сырье.
Один из основополагающих параметров, который оказывает воздействие на процедуру плавки в экструдере, есть температура, при которой сырьевой полимер попадает в экструдер. За счет осуществления подготовительного прогрева полимера, проникающего в бункер питания, сырью передается вспомогательное количество тепловой энергии. После этого, обеспечивая расплавку в экструдере, удается растратить сравнительно меньшее количество энергии, чем без предварительного прогрева.
Такая методика нагрева сырья может быть одной из аспектов по предотвращению проблем экструзивных операций, связанных с расплавлением материала.
Предварительное нагревание разрешает уменьшить период нахождения пластика в пресс-форме и параллельно снижает продолжительность серии прессования. Подготовительный подогрев должен проходить на быстром уровне, чтобы процессы отверждения не успевали за этот период доставать слишком большой глубины. Здесь же с других соображений, материал должен пропреть во всем своем объеме и, желательно, произвести данную процедуру в равномерной степени, не производя перегрева поверхностного слоя сырья. Чтобы осуществить подготовительный подогрев применяют термостаты, специальные шкафы для нагрева с функцией циркуляции сырого воздуха, инфракрасные нагреватели, высокочастотные нагревательные системы.
Из известных методик эту задачу в наибольшей степени может удовлетворить подогрев высокой частоты, но она подходит не для всех полимеров. Функциональность данной методики основана на переходе энергии электрического поля высокочастотных показателей в тепловую отдачу. Полимерное сырье размещается между пластинками нагревателя.
Скорость нагревания в поле ТВЧ обуславливается диэлектрическими характеристиками пресс-сырья и, в первую очередь, от показателей тангенса угла утраты диэлектрики и, во вторую от степени проницаемости его диэлектрики.
Не все виды полимеров можно нагревать одинаковыми способами, большая часть характеристик и определенных свойств данных материалов не позволяет использовать высокочастотные методики.
Самыми щадящими, относительно быстрыми в наборе температуры и высококачественными в решении данных задач являются нагревательные элементы инфракрасного типа.
Прессование — это совокупность операций, в которых материал, поддающийся воздействию давления большой силы в нагретой форме, переплавляется, наполняет всю формующую площадь и находится до момента полного затвердения. Период выдержки начинает действовать с момента возникновения сильного давления прессования в плотно закрытой форме и оканчивается во время подъема пуансона и раскрытия формы для забора готовой модели. Выдержка обуславливается скоростью затвердевания материала, который прессуется, термических показателей самой формы и температуры подготовительного прогрева материала, а также от типа изделия и его плотности.
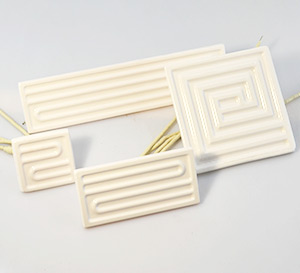
Для пресс форм используют нагревательные элементы: патронные ТЭНы, спиральные ТЭНы и плоские нагреватели, особенностью которых является контактный нагрев большой площади. Патронные и спиральные нагреватели устанавливаются внутрь отверстий пресс формы, а плоские нагреватели монтируются с внешней стороны.
Для экструзионных машин применяются хомутовые нагревательные элементы разных диаметров и мощностей. Полимер при прохождении всего процесса полимеризации подвергается постоянному нагреву, поэтому ТЭНы устанавливаются по всей длине шнека, а также на сопло.

По причине того, что разные характеристики материала доходят до своих наибольших значений при разных временных показателях затвердевания, то их отбор определяется целью назначения изделий. Иногда повышение временных показателей выдержки не всегда гарантируют дальнейшее улучшение свойств, а бывает что совсем наоборот, наносят еще и урон изделиям. Помимо этого, все же данный этап самый длительный в операции цикла формующей прессовки, и потому уменьшение времени выдержки играет большую роль в значении для улучшения производительности процедуры.
При работе с моделями, которые важно охлаждать под воздействием высокого давления (такие, как изделия из слоистых полимеров), выдержка при охладительных процессах берется во внимание отдельно, ее длительность может оказаться очень значительной за счет низкой тепловой проводимости и быстро поднимается с ростом плотности обрабатываемых изделий.
Размещение температур расплава в междувитковом пространстве шнекового отдела происходит неритмично. К примеру, приведем то, что термические показатели материального цилиндра находится на высоте 175оС, а поверхностная часть шнека изолирована. Самые высокие показатели терморегуляции расплава находятся в средней доле междувиткового пространства шнека, тогда как температура внешней области междувиткового канала ниже.
Причиной такого распределения температурных показателей является сложное течение расплава вдоль длины междувиткового канала шнекового устройства. Представить процесс такого хода можно, если мысленно развернуть междувитковой канал шнека, и разглядеть полученный прямой желоб – в случае такого рассмотрения материальный цилиндр имеет вид пластины плоского типа.
Подготовка материала перед обработкой на пресс-форме очень важна, ведь от данных манипуляций зависит как качество готового изделия, так и не засорённость агрегата.